- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Ako sa vlastne vyrábajú keramické elektrostatické skľučovadlá?
Tradičné metódy upínania plátkov zahŕňajú mechanické upínanie bežne používané v tradičnom strojárskom priemysle a voskové lepenie, ktoré môžu ľahko poškodiť plátok, spôsobiť deformáciu a znečistiť ho, čo výrazne ovplyvňuje presnosť spracovania.

Ako sa vákuové skľučovadlá vyvinuli a prečo súKeramické elektrostatické skľučovadláPreferovaný?
Postupom času boli vyvinuté vákuové skľučovadlá vyrobené z poréznej keramiky. Tieto skľučovadlá využívajú podtlak vytvorený medzi kremíkovým plátkom a keramickým povrchom na uchytenie plátku, čo môže spôsobiť lokálnu deformáciu a ovplyvniť rovinnosť. Preto v posledných rokochkeramické elektrostatické skľučovadlá, ktoré poskytujú stabilnú a rovnomernú adsorpčnú silu, zabraňujú kontaminácii plátku a účinne kontrolujú teplotu kremíkového plátku, sa stali ideálnymi upínacími nástrojmi pre ultratenké plátky.
Ako prebieha výrobný procesKeramické elektrostatické skľučovadláVykonané?
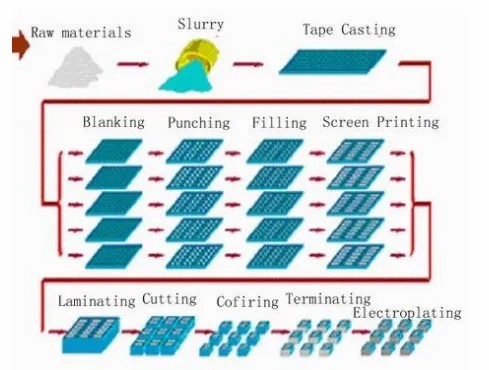
Vo všeobecnosti sa používa technológia spoločného spaľovania viacvrstvovej keramiky, ktorá zahŕňa procesy ako odlievanie pásky, krájanie, sieťotlač, laminovanie, lisovanie za tepla a spekanie.
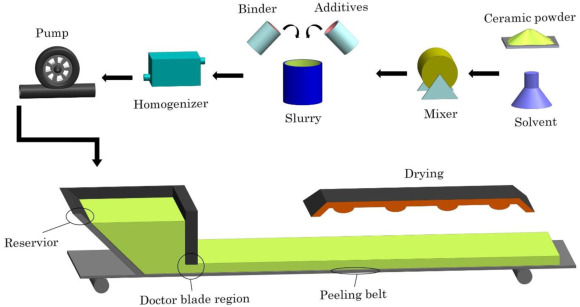
Pre typ Coulombelektrostatické skľučovadládielektrická vrstva neobsahuje vodivé materiály. Zahŕňa zmiešanie keramických práškov, rozpúšťadiel, dispergačných činidiel, spojív, zmäkčovadiel a spekacích pomôcok, aby sa vytvorila stabilná kaša. Táto kaša sa potom potiahne pomocou stierky, vysuší sa a nakrája sa na keramické zelené dosky špecifickej hrúbky. Pre typ JRelektrostatické skľučovadláNa dosiahnutie požadovaného odporu vrstvy J-R sa primiešajú ďalšie upravovače odporu (vodivé materiály), po čom nasleduje odlievanie pásky na vytvorenie zelených plátov.
Sieťotlač sa primárne používa na prípravu elektródovej vrstvy. Na jeden koniec sieťotlačovej dosky sa najskôr naleje vodivá pasta. Pôsobením stierky na sieťotlač, vodivá pasta prechádza cez sieťové otvory sitovej dosky a ukladá sa na substrát. Proces tlače je ukončený, keď stierka rovnomerne rozotrie striebornú pastu cez sito.
Zelené keramické dosky sa ukladajú v požadovanom poradí (vrstva substrátu, vrstva elektród, vrstva dielektrika) a počet vrstiev. Potom sa za špecifických teplotných a tlakových podmienok zlisujú, aby vytvorili kompletné zelené telo. Je dôležité zabezpečiť, aby bol tlak rovnomerne rozložený po celom povrchu surového telesa, aby sa zaručilo rovnomerné zmršťovanie počas stláčania.
Nakoniec sa celé surové teleso podrobuje integrovanému spekaniu v peci. Musí sa vytvoriť vhodný teplotný profil, aby sa zabezpečila kontrola rovinnosti a zmršťovania počas procesu spekania. Uvádza sa, že japonský NGK dokáže kontrolovať rýchlosť zmrštenia prášku počas spekania na približne 10 %, zatiaľ čo väčšina domácich výrobcov má stále mieru zmrštenia 20 % alebo viac.**
My v Semicorex máme skúsenosti s poskytovaním riešení Keramické elektrostatické skľučovadláainé keramické materiályaplikované v polovodičových a fotovoltaických sektoroch, ak máte akékoľvek otázky alebo potrebujete ďalšie podrobnosti, neváhajte nás kontaktovať.
Kontaktný telefón: +86-13567891907
E-mail: sales@semicorex.com
Predchádzajúce:Výroba čipov: Procesy tenkých vrstiev